Ätztechnik à la Union-Klischee:
von Medizintechnik bis zum Werbeartikel
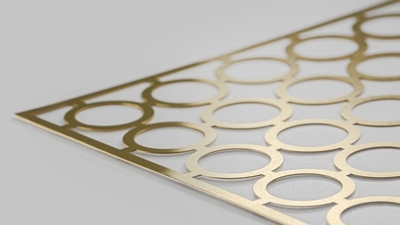
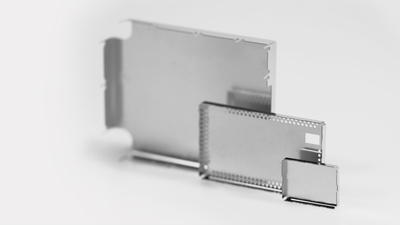
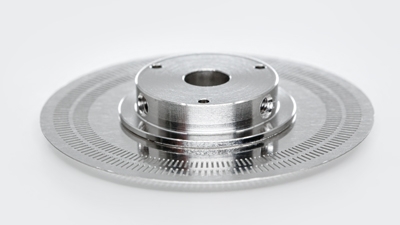
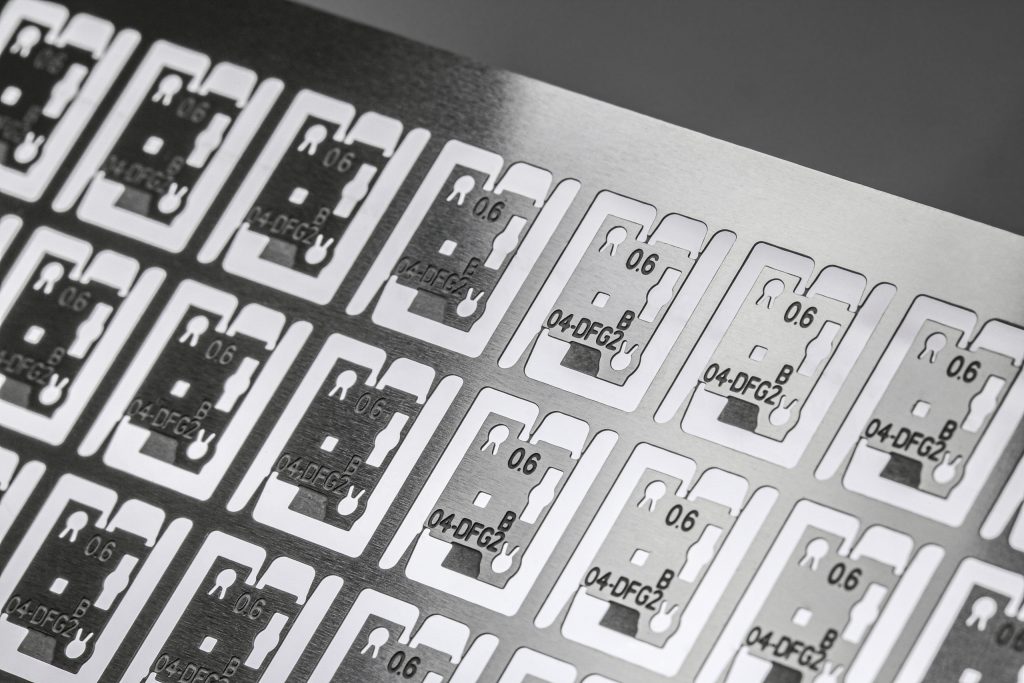
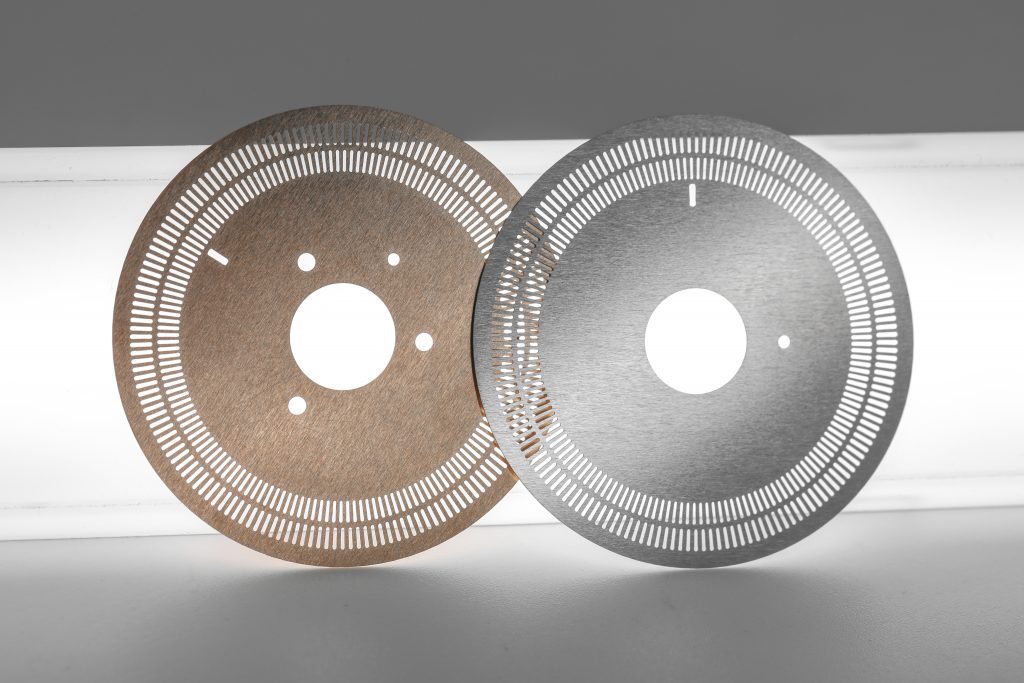
Seit rund 50 Jahren fertigen wir bei Union-Klischee mit der Ätztechnik Formätzteile für unterschiedlichste Einsatzzwecke und Anwendungen.
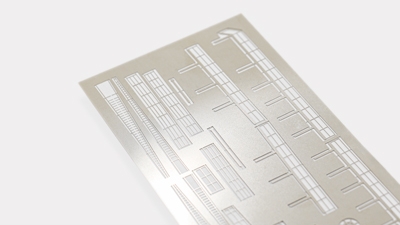
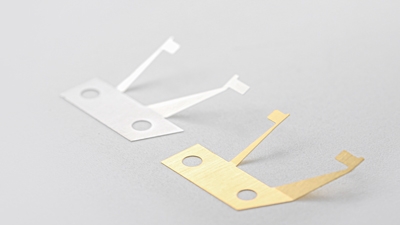
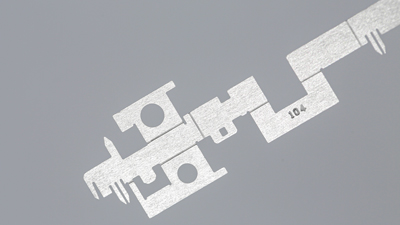
Ein besonderes Kompetenzfeld von Union-Klischee liegt in der Herstellung kleinster Leiterbahnen für Herzschrittmacher oder Defibrillatoren und ihrer festen, zuverlässig isolierten Anordnung in dem von uns patentierten IsoLam®-Verfahren.